Corporate Office Furniture Supplier London | India Sourcing, QC

Corporate Office Furniture Supplier in London: Can You Source from India Through One Partner?
Quick Answer
The Problem Most London Project Managers Don't Talk About
Finding a reliable corporate office furniture supplier in London for a large fit-out is harder than it looks. Local showrooms handle smaller, faster needs well. But when you are procuring 50 workstations, a run of meeting tables, and a full floor of storage units, UK catalog suppliers rarely offer the custom specs, pricing, or volume flexibility that the project actually needs.
So teams look at India. The pricing is right. The manufacturing capacity is real. And then the project runs into trouble, not at the factory, not at sea, but in the last 10%: goods that arrive at a London building with no pre-booked delivery slot, cartons with no floor labels, a goods lift that cannot take the pallet dimensions, and a site team that spends the first day moving boxes instead of installing furniture.
Most sourcing delays and cost overruns in India-to-London projects do not come from manufacturing. They come from coordination gaps that nobody planned for.
Can London Offices Source Corporate Furniture from India Through One Partner?
Yes, but not unconditionally.
Quick Decision Guide
India sourcing makes sense when:
- Your order covers 20 or more workstations, meeting tables, storage units, or seating items
- Your go-live date is at least 16 to 20 weeks from BOQ sign-off
- Your team can freeze the BOQ early and commit to sample approvals on schedule
- You need custom dimensions, finishes, or configurations UK catalog suppliers cannot match
Avoid this route when:
- Your timeline is under 10 weeks
- Quantities are too small to justify sampling costs and container freight
- Specs keep changing after the BOQ is supposed to be frozen
If your project fits the first group, a single-window procurement partner handles the full product side: RFQs, factory coordination, QC, consolidated shipping, and London delivery sequencing. If it fits the second, local sourcing will cost more but save you the project.

The One-Partner Model: What They Run vs What You Approve
Key Takeaway
What the partner runs:
- Shortlisting and briefing manufacturers per category
- Structured, apples-to-apples RFQ comparisons
- Sample and mockup coordination before bulk production
- Weekly production milestone tracking across all vendors
- Pre-dispatch QC with photo and video evidence
- Export packaging sign-off before container loading
- Shipping, customs documentation, and UK delivery scheduling
- Installation coordination with your site team
What stays with you:
- BOQ freeze and final specification approval
- Budget sign-off at each project stage
- Sample approval before bulk production starts
- Site readiness confirmation before delivery slots are booked
What Actually Goes Wrong: Three Real Scenarios
Scenario 1: Wrong carton labels, six hours lost on site. A London fit-out team received a full container of workstation components on schedule. No damage, no missing pieces. The cartons were labeled by manufacturer reference, not by floor or zone. The site team spent the first six hours sorting and redistributing boxes across four floors. Installation started half a day late. The building's delivery slot had expired, so a second delivery had to be rescheduled for the following week. The snag? Every carton needed a floor number, a zone code, and a room reference. That takes ten minutes to set up during packing and costs nothing.
Scenario 2: No QC sign-off, chipped panels, emergency local re-buy. A procurement team approved samples on finish and dimension, but did not require a pre-dispatch QC evidence pack. The furniture arrived with edge chipping on 30% of the panels, caused by inadequate corner protection during loading. The panels could not be installed in a client-facing area. The team bought replacements locally at short notice. The local replacement cost wiped out the savings from Indian manufacturing on that category entirely.
Scenario 3: Lift dimensions checked after dispatch. A Canary Wharf building has a goods lift with a 2.2-metre height clearance. The meeting tables in the container were packaged standing upright at 2.4 metres. The building management refused to permit manual tilting in the lobby. The tables sat in a holding facility for four days while a workaround was arranged. The delay pushed installation past the client's go-live date. The lift dimension is on the building's facilities page. It takes one phone call to check.
None of these are sourcing failures. They are coordination failures. And they are completely avoidable.
Before You Source, Run This 5-Minute Risk Check
The London fit-out risk scanner is designed to help you catch those risks before they become expensive mistakes. In just a few minutes, it evaluates your project across planning, supplier coordination, QC processes, and London site readiness to give you a clear risk score.
Along with that, it estimates potential cost leaks you might face if these gaps are not addressed, highlights the exact areas where your project is vulnerable, and shows you what needs to be fixed before you proceed with sourcing. Instead of guessing or relying only on supplier quotes, you get a structured view of whether your project is actually ready – or already at risk.
Step-by-Step Process: BOQ to Installed Office in 8 Stages

Step 1: BOQ Freeze + Budget Bands + Go-Live Date. Vague specs produce vague quotes. Lock dimensions, quantities, finish references, hardware notes, and zone-wise splits before approaching any supplier. A BOQ that changes after sign-off is the single biggest cause of timeline drift.
Step 2: Supplier Shortlist + Alternates Run the shortlist against your category needs: workstations, meeting furniture, storage, seating. Always keep one backup manufacturer per category. If your primary vendor hits a capacity issue at week five, you need a factory that already knows your spec.
Step 3: RFQ + Apples-to-Apples Quote Comparison. A structured RFQ template ensures every supplier quotes the same spec and packaging standard. Without this, you are comparing different products at different quality levels and calling it a price comparison.

Step 4: Samples and Mockups + Sign-Off. Get physical samples approved before production starts. Written sign-off on finish, dimensions, and hardware is not a formality. It is the document that resolves disputes at the QC stage.
Step 5: PO + Production Milestone Tracker Once the purchase order is placed, weekly production check-ins keep the factory on schedule. The tracker flags delays before they become emergencies. A one-week delay at week three is manageable. The same delay discovered at week eight is a project risk.
Step 6: QC Checkpoints + Photo/Video Evidence Pack Pre-dispatch QC covers dimensions, finish match, hardware function, surface condition, and packaging integrity. You review the evidence pack before authorising shipment. Problems get fixed at the factory, not on your London site.
Step 7: Export Packaging + Shipping Plan. Packaging specs are agreed upon during procurement, not at dispatch. The shipping plan confirms container booking and the expected UK port arrival date. This is also when you confirm building lift dimensions, delivery slot requirements, and goods entrance restrictions.
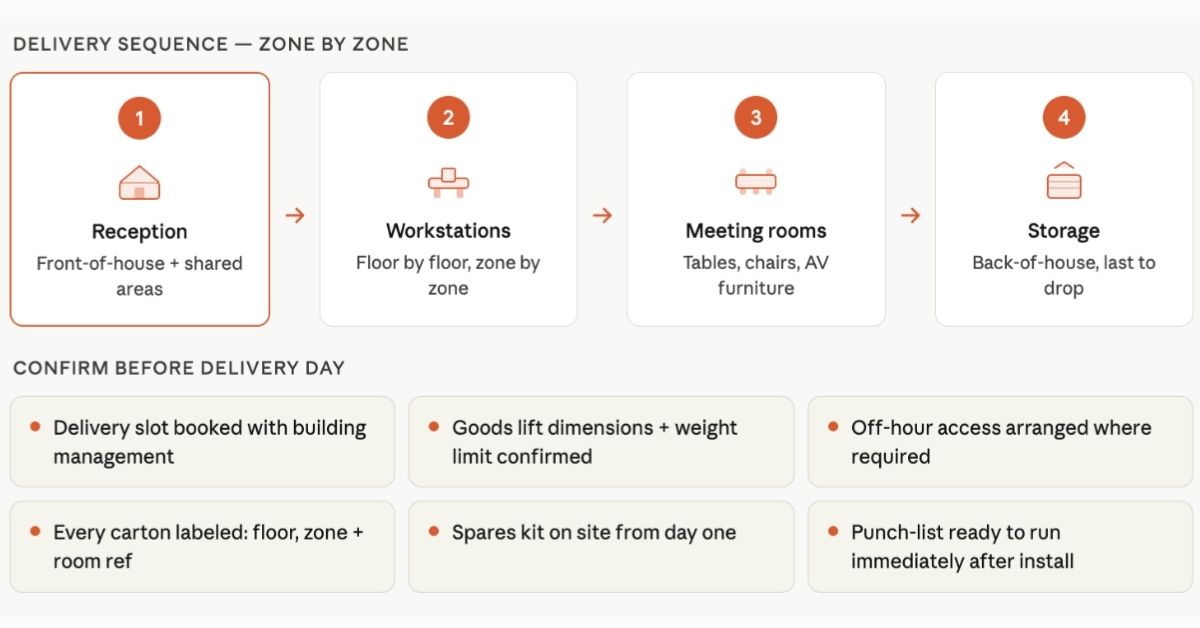
Step 8: London Delivery Sequencing + Installation Coordination. Site drops follow a zone-wise plan: reception first, then workstations by floor, then meeting rooms, then storage, and back-of-house. Installation is coordinated against site readiness, not just delivery dates.
Lead Time Breakdown
Pro Tip
Stage | Typical Range |
Sampling and approvals | 3 to 5 weeks |
Production | 6 to 10 weeks |
QC and packing | 1 to 2 weeks |
Shipping to a UK port | 4 to 6 weeks |
UK delivery scheduling and site drops | 1 to 2 weeks |
Plan for 16 to 22 weeks end-to-end on a well-managed project.
Planning a London Office Fit-Out?
If you have a BOQ or even a rough spec list, share it. Arcedior will map out a sourcing route, realistic lead time, QC checkpoints, and a delivery sequencing approach for your site.
Quality Control That Prevents Rework
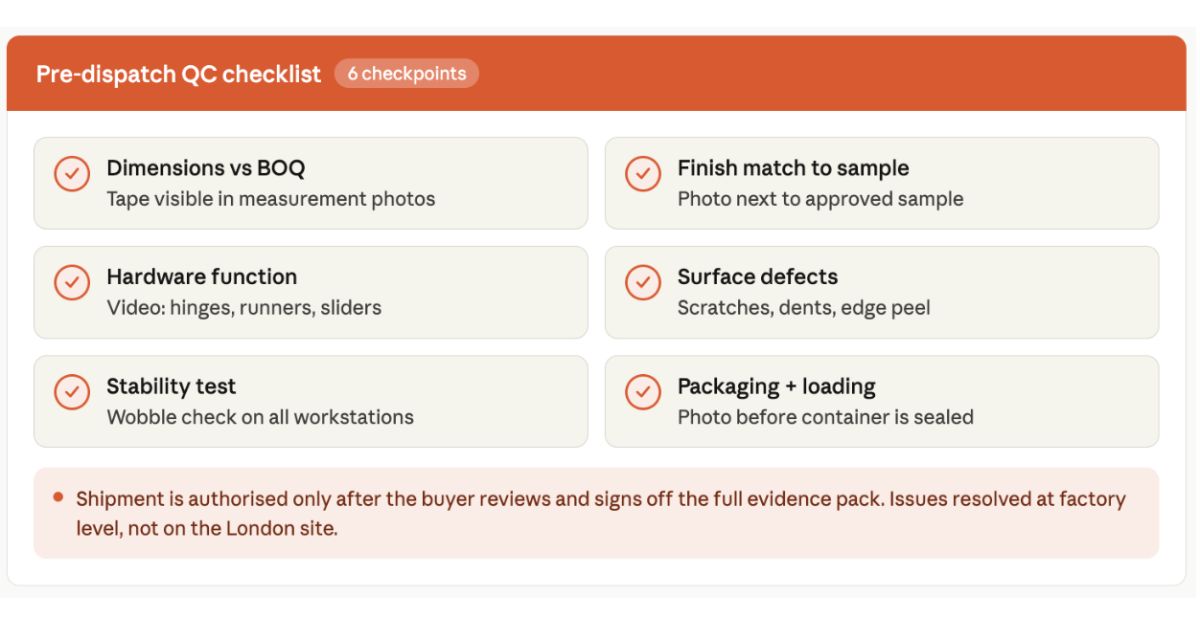
Most rework on the London site drops back to one gap: no structured pre-dispatch QC before the container was sealed.
What gets checked:
- Dimensions against BOQ tolerances
- Finish the match to the approved sample
- Hardware function (hinges, runners, sliders)
- Stability on workstations and storage units
- Surface defects
- Packaging condition before container loading
What the evidence pack includes:
- Measurement photos with tape visible
- Finish match shots placed next to the approved sample
- Short hardware operation videos
- Surface inspection images
- Container loading confirmation photos
Shipment is authorised only after the buyer reviews and approves this pack. The five minutes it takes to check a loading photo is nothing compared to a week of damage claims after the container arrives.
Packaging and Shipping: Where Damage Actually Starts

Shipping damage is not bad luck. It is what happens when packaging is treated as the factory's problem rather than part of the procurement scope.
The decisions that determine whether your furniture arrives intact are made weeks before the container is loaded: what corner protection is specified, whether veneer surfaces get moisture barrier wrap, whether cartons are cross-strapped on pallets, and whether desiccants go inside for sea freight.
Packaging requirements to specify during procurement:
- Corner guards and edge protectors on all panel-based items
- Moisture barrier wrap for veneer surfaces and upholstered items
- Pallet wrap and cross-strapping on stacked pieces
- Desiccants inside packaging for sea freight
- Floor number, zone, and room labels on every carton
Pro Tip
London Last-Mile Reality: What No One Tells You
This is where many India-sourced furniture projects run into trouble, not because of product quality, but because of what happens after the goods clear UK customs.
Delivery Slot Booking and Building Rules
Most commercial buildings in the City of London, Canary Wharf, and Midtown require advance delivery slot bookings. Building managers set strict windows, often before 8 am or after 6 pm, for large deliveries.
Confirm goods lift dimensions and weight limits before your container leaves India, not after it arrives at port. This check takes one phone call. Missing it can cost you four days and a re-booking fee.
Zone-Wise and Floor-Wise Sequencing Plan
A site drop without a zone plan creates corridor congestion, installation delays, and rework. Sequence deliveries in this order:
- Reception and shared areas
- Workstations, floor by floor
- Meeting rooms
- Storage and back-of-house areas
Label every carton with floor number, zone, and room reference.
Off-Hour Delivery and Spares Planning
Many London buildings accept large furniture deliveries only outside standard business hours. Factor this into your delivery schedule.
Have a spare kit ready on site from day one: spare casters, gas lifts, connectors, and fixings. Run a punch-list immediately after installation. Fast snag closure is only possible when replacement parts do not need to come from India.
Get a Sourcing Route for Your London Office
Most glare problems are discovered after installation, when replacing fixtures becomes expensive and disruptive.
Share your BOQ or project specs, London site area, and target go-live date. Arcedior will respond with a sourcing route, lead time range, QC checkpoints, and delivery sequencing approach.
UK Import Compliance: What to Sort Before the Container Ships
Definition
Before your first container leaves India, confirm:
- Your EORI number is active and registered with UK customs
- Commodity codes are correctly classified for your furniture categories (GOV.UK carries guidance on classification and rules of origin)
- If your scope includes upholstered soft seating, check whether UK domestic furniture fire safety regulations apply to your category. Requirements are currently under government review. Confirm applicability during sampling, not after production.

Cost Reality: The Number That Protects Your Budget
Suppliers quote unit price. The number that matters is landed cost.
A £20-per-desk saving on unit price can turn into a £200-per-desk loss when rework, shipping damage, and emergency local replacements fill the gaps a structured process would have closed. This is not theoretical. It happens on projects where procurement is treated as a price comparison rather than a managed process.
Cost Component | Notes |
Unit price (EXW) | Manufacturer ex-works price |
Sampling and mockup cost | One-time per project |
QC / third-party inspection | Per visit or per container |
Export packaging | Typically, 3 to 6% of goods value |
Freight and insurance | Sea freight plus cargo insurance |
Customs clearance and local delivery | Duty, VAT, port handling, UK site delivery |
Spares kit | Recommended at 2 to 3% of the order value |
Snag closure allowance | Budget for fast fixes post-installation |
The savings from Indian manufacturing are real on volume orders. They hold when the process is structured. They disappear when rework and unplanned local purchases fill the gaps.
Why This Works at Scale
The process above is not theoretical. It applies to projects where multiple furniture categories ship in one consolidated container: workstations, meeting tables, storage, and soft seating moving under one timeline, one QC standard, one shipping plan, and one London delivery schedule.
Managing four vendors separately across those categories adds four sets of timelines to track, four dispatch windows to coordinate, and four separate deliveries to sequence on site. Consolidation under one procurement partner removes that load from your project team and keeps the go-live date defensible.
Arcedior handles sourcing, custom and contract manufacturing coordination, QC, logistics, and delivery sequencing for office fit-outs. Not design. Not turnkey. The product side, managed end-to-end.
Run Your Project Risk Check (Takes 5 Minutes)
The London fit-out scanner gives you an instant risk score for your project by checking planning, suppliers, QC, and site readiness. It also includes a cost leak calculator to show how much you could lose due to delays, damage, or rework. You get a clear breakdown of where your project is at risk, along with the next steps to fix it before sourcing. Once done, you can download your full risk report as a PDF to review or share with your team.
Conclusion
Sourcing corporate office furniture from India to London is a repeatable process when the structure is right. The projects that go wrong are not victims of bad manufacturing. They are victims of coordination gaps that nobody planned for: cartons with no floor labels, lift dimensions checked after dispatch, QC skipped to save a week, local replacements bought at full price to fix what a £0 packing photo would have caught.
A frozen BOQ, structured pre-dispatch QC, and a zone-wise London delivery plan are not optional extras on a project this size. They are what separates a clean installation from a costly, stressful one.
Arcedior supports the full product side of office fit-outs through sourcing, procurement, custom and contract manufacturing coordination, QC, logistics, and London delivery sequencing. Not design. Not turnkey. The right furniture, to the right floor, on time and to spec.