Office Workstation Manufacturer India | Specs + QC + Lead Time

Office Workstation Manufacturer India: Open, Cluster, Linear Workstations (Made to Spec, Delivered On Time)
Ten vendors. Forty follow-ups. And still the wrong edge banding color on-site, two days before client handover.
If that sentence sounds familiar, you already know the real problem with office workstation procurement in India. It is not the design. It is the gap between what was approved on paper and what shows up at the factory gate. It is the BOQ that everyone referenced differently. It is the delivery that arrived without a sequencing plan and turned the lobby into a furniture warehouse.
If you are sourcing a workstation manufacturer right now, you probably already have a seat count and a go-live date. This page gives you what most manufacturer pages do not: the spec standards, the QC checkpoints, the delivery sequencing logic, the common mistakes that derail projects after the PO is signed, and real project references to validate what execution actually looks like. Use it to shortlist confidently and place your PO without regret.
Quick Answer:
What "office workstation manufacturer" means here (and what it doesn't)
Arcedior, as an office workstation manufacturer, supports projects through sourcing, contract manufacturing, procurement coordination, QC, logistics, and installation coordination. That is the scope.
What this is not: design consulting, turnkey interiors, civil or MEP scope. If you come with a BOQ and a layout, Arcedior can take it from there.
What the right manufacturing partner handles:
- Contract manufacturing to your BOQ and approved finishes
- Component sourcing (tops, frames, storage, screens, cable accessories)
- In-process and pre-dispatch QC with evidence packs
- Packing, logistics, and delivery sequencing by floor and zone
- Punch-list closure support with your installation team

What actually goes wrong in office workstation procurement
Most procurement guides describe how things should go. This section describes how they usually go.
Scenario 1: The finish approval that was never confirmed in writing
A manufacturer shares a laminate sample in a WhatsApp image. The client says it looks good. Production runs. On-site, the tops are 10 to 15 shades warmer than what was shown in the site lighting. No written sign-off exists. No one has a clear recall. The project stalls for rework while the handover date passes.
Scenario 2: The BOQ that kept changing after production started
An open-plan office project with 180 seats. The architect added cable grommets on both ends instead of one end, three weeks into production. The factory paused the batch for four days to update tooling and drawings. The delay cascaded into a missed lift booking window and two extra coordination days on-site.
Scenario 3: No delivery sequencing plan
Furniture for floors 4, 7, and 9 arrived on the same day. The building had one service lift. The floor 4 team had not completed civil work yet. Packages sat in the basement for six days. Some got moisture damage. The installation contractor billed for waiting time. The project owner absorbed costs that should never have existed.
These are not edge cases. They are what happens when workstation manufacturing is treated as a product purchase instead of a coordinated execution.
Workstation types: open, cluster, linear
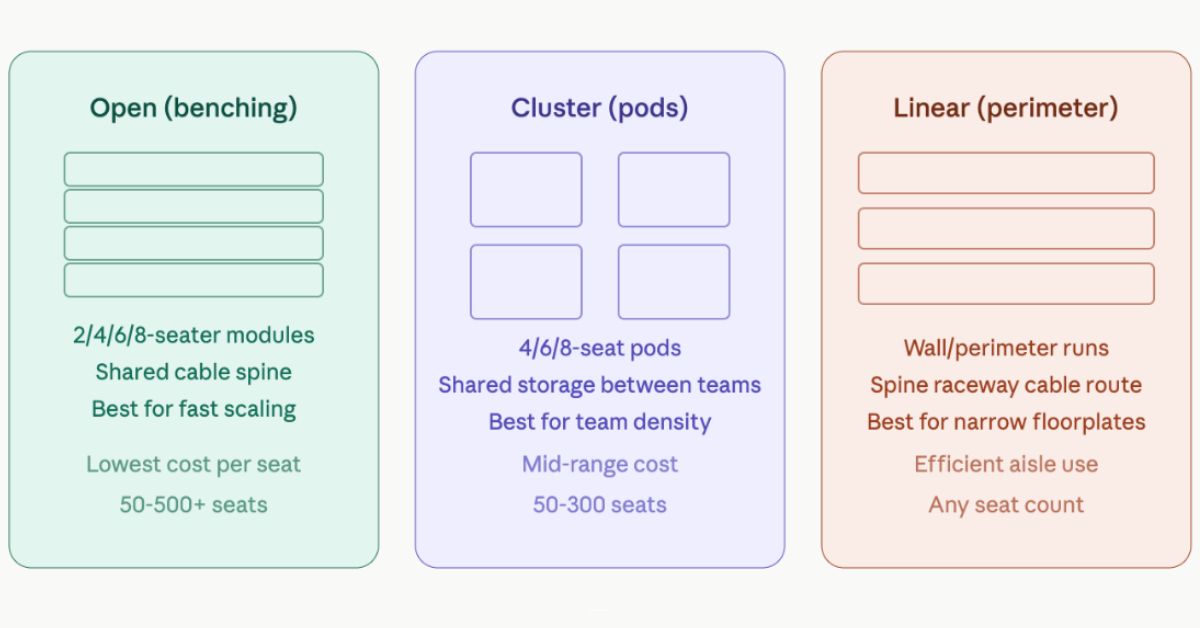
Open workstations suit teams scaling fast. Bench-style modules in 2, 4, 6, or 8-seat runs keep cost per seat low and reconfiguration simple. Best for shared services, BPO floors, and open-plan startups.
Cluster workstations group seats into pods of 4, 6, or 8. Shared storage sits between teams. Cable routes are contained within each pod. Best for departments that work closely together and need density without losing team identity.
Linear workstations run along walls or perimeter paths. They work well on narrow floorplates or when the layout already has a strong perimeter grid. A spine raceway carries cable through the run.
Add-ons that affect quote and lead time: storage pedestals, modesty panels, partition screens, monitor arm provisions, and power or data integration. Specify these upfront. Changing them mid-production causes delays.
Pro Tip

Workstation sizing rules (India-friendly standards)
Desk widths: 1200 mm (compact), 1400 mm (standard open bench), 1500 or 1600 mm (executive or cluster pod)
Desk depth: 600 mm for open benching, 750 mm for cluster and executive layouts
Aisle clearance: 900 mm minimum walkway between rows, 1200 mm for main circulation paths
Partition heights: 900 mm for collaboration zones, 1200 mm for privacy screens
Worktop spec: 25 mm HPL top, 2 mm PVC edge banding, 0.8 to 1 mm laminate face
For powder-coated MS frames, specify the gauge (typically 14 to 16 gauge) and ask for the rust-resistance treatment. Soft-close pedestal runners and central locking are worth calling out explicitly in your BOQ, not leaving it to interpretation.
The spec checklist: what to share for an accurate quote
Most quote surprises come from what was not written down. Share this with any manufacturer you approach.
- Seat count by type (open / cluster / linear) and floor
- BOQ with finish codes or physical references
- Cable management approach (grommets, under-desk trays, raceways)
- Power and data integration requirements
- Storage requirements per workstation
- Delivery city and access constraints (lift size, stairwell width, time windows)
- Target handover date and any phasing requirements
- Warranty and spares expectation
Key Takeaway
Common mistakes in office workstation procurement (and what they cost you)
Mistake 1: Accepting a per-seat rate without checking scope inclusions
The cheapest quote per seat is often the one that excludes QC, packing, and site delivery. By the time those are added back, it is no longer the cheapest. Run an inclusions check across every quote before comparing prices, not after.
Mistake 2: Not freezing the BOQ before production starts
Any change after production begins carries a delay cost. Not always in rupees, but always in days. Three changes after production starts can easily push delivery by two weeks.
Mistake 3: Treating the sample sign-off as optional
The physical mockup is where you catch the finish mismatch, the edge banding misalignment, and the pedestal depth that does not clear the chair. Skipping it and relying on a photo or a render has produced some of the most expensive reworks in office project history. There is no zero-cost correction window after this point.
Mistake 4: Skipping the leveling feet verification at the factory
Wobble on-site almost always comes back to the leveling feet range, not the weld. If leveling feet are not tested on a flat surface before packing, you will find out during installation. Catching it at the factory takes 10 minutes. Catching it on-site takes a site visit, a parts order, and a lot of unpleasant conversations.
Mistake 5: No delivery sequencing plan before trucks leave the factory
Packages without floor and zone labels create site chaos that no one can fix quickly. Delivery sequencing is part of the manufacturing handover, not an afterthought once trucks are loaded.
Get the Workstation Layout Guide, CAD blocks, and BOQ template (includes open, cluster, and linear DWG blocks, a room-wise BOQ Excel, spec sheet, and quote comparison one-pager). Share your seat count range and city to access the pack.

Direct vendors vs a procurement partner: what the difference actually looks like
Most procurement teams start by calling vendors directly. For small projects with a single workstation type and a flexible timeline, that can work. For anything above 100 seats, multi-type, or multi-floor with phased handovers, the coordination cost of managing multiple vendors usually exceeds what a structured partner charges.
What you are managing | Going direct to vendors | Working with a procurement partner |
Quote comparison | Apples to oranges across vendors | Single-window, scope-matched quotes |
QC visibility | Depends entirely on the vendor's process | Photo and video evidence before dispatch |
Finish approval | Managed separately per vendor | Centralized sign-off process |
Delivery coordination | No single owner for sequencing | Floor-wise, zone-wise delivery plan |
Follow-up load | Multiple contacts, multiple delays | One point of contact throughout |
Punch-list closure | Ad hoc after site issues emerge | Structured replacement workflow, agreed beforehand |
The manufacturing process: BOQ to installed workstations
Step 1 (Inputs): Share your BOQ, CAD layout, finish references, quantities, delivery city, and target handover date. The more complete this is, the cleaner the quote.
Step 2 (Quote): The quote should list materials, hardware, QC scope, packing standard, delivery terms, and exclusions. Run every quote through an apples-to-apples check before comparing prices.
Step 3 (Sample sign-off): A physical mockup covering top finish, edge banding, frame coating, and cable parts. This is your last zero-cost correction window.
Step 4 (Production): Cutting, edge banding, fabrication, sub-assembly, final assembly. Production milestones should be shared on a tracker so you are not chasing updates.
Step 5 (QC and packing): See the QC checklist below. Evidence packs (photos and video) are sent before dispatch. This is where most install-day surprises are caught or missed.
Step 6 (Dispatch): Corner guards, stretch wrap, zone labels, and hardware kitting by module. Export-grade packing applies to long-distance or rough-transit projects.
Step 7 (Delivery and installation coordination): Floor-wise drops aligned with site readiness, punch-list support, and snag closure.
Lead time breakdown: what to plan for
Definition
Typical ranges (not guarantees, discuss with your manufacturer):
- Sample/mockup: 5 to 10 working days
- Production (100 to 250 seats): 20 to 35 working days
- QC and packing: 5 to 7 working days
- Dispatch to site delivery: 3 to 10 days, depending on city and route
- Installation window: depends on your contractor's schedule and site readiness
Common delay causes: late finish approvals, BOQ changes after production starts, site access constraints, elevator booking conflicts, and incomplete civil readiness. A milestone tracker shared between you and the manufacturer keeps things honest.
Have a BOQ ready for your office project?
Share it with Arcedior and get a structured quote with lead time milestones, QC checkpoints, and a delivery sequencing approach. No back-and-forth. Just a clear plan.
QC checklist before dispatch (what to ask for)
This is the section most manufacturer pages skip. Do not skip it.
Worktop checks: finish match to approved sample, edge banding adhesion and alignment, surface defects scan, and corner chipping
Frame checks: weld quality inspection, powder coat coverage, frame alignment, and squareness
Assembly checks: wobble test on all units, fastener torque, leveling feet adjustment range, dimensional tolerances vs approved drawings
Cable management checks: grommet fit and placement, tray alignment under desk, raceway access panel operation
Packing checks: corner and edge protection on all pieces, zone and floor labeling on each package, hardware kitting (bolts, connectors, leveling feet) bagged and labeled by module
Evidence pack: a photo or video walkthrough of completed units before packing, plus a signed QC checklist. If a manufacturer cannot provide this, that tells you something.
Pro Tip
Delivery sequencing: how projects stay clean

Uncoordinated delivery is one of the top reasons office projects run late. The fix is not complicated, but it requires planning before trucks leave the factory.
Zone-wise delivery plan: packages labeled by floor, zone, and seat range. The site team knows exactly where each crate goes without opening it.
Staging map: Agree with your installation team on where staging happens, especially in high-rise or constrained access buildings. Mumbai and Pune projects typically have tight lobby windows and shared lifts. Plan drops around building access hours.
Punch-list closure: any DOA item, missing part, or surface damage found on-site gets logged, photographed, and resolved through a defined replacement workflow. Agree this process beforehand, not after.
Spares to order with the main batch: cable grommets (10% extra), tray connectors, leveling feet, edge tape, 2 to 3 spare tops and panels per 100 seats, pedestal runner spares for high-use projects.

City-wise execution: what to plan before trucks leave the factory
Mumbai and Pune
Mumbai high-rise buildings often allow goods movement only between 8 AM and 11 AM or after 6 PM. Service lifts in commercial towers typically limit panel sizes to 2400 mm. Plan smaller drops across more days rather than one large delivery. In Pune IT parks, loading bay access is generally better, but shared security protocols at multi-tenant campuses add 30 to 60 minutes per delivery cycle. Factor this into your booking windows, not as a buffer, as a fixed variable.
Bangalore and Hyderabad
Large IT campuses here run phased floor handovers. A project that starts on floor 3 may not hand over floors 6 and 7 for another 45 days. If your delivery arrives as one batch, you are storing furniture on a live floor while the other floors are still being finished. Lock your production phasing to your floor handover sequence, not to your PO date. Finish lead times can also stretch if multiple large projects are running concurrently with the same supply base. Lock production slots early on Bangalore projects.
Delhi NCR (Gurgaon and Noida)
Seat counts here often run 300 to 500 across multiple floors. Phased floor delivery is the norm, not optional. Noida expressway logistics are generally smoother, but Gurgaon high-rise buildings carry strict goods vehicle entry protocols that vary building by building. Budget 2 to 3 extra coordination days for Gurgaon projects. Agree on the entry process with building management before the production calendar is set.
Ahmedabad and Tier 2 cities
Loading access at most commercial complexes is easier than in metro cities. But specific hardware and finish materials sourced from metro-region factories can carry longer lead times. If your spec calls for materials not available locally, factor that into production scheduling, not just delivery.
How this plays out in real projects
The following are real corporate office projects where Arcedior supported procurement, manufacturing, or sourcing execution. These are not case studies with headline numbers. They are procurement references. If you are evaluating Arcedior for a similar project type, these pages show the scope and execution context.
Hetvi Construction Private Office – Ahmedabad
Fast-growing infrastructure company setting up a new corporate office in Nikol. Scope covered executive cabins, meeting rooms, open workstations, reception, and collaborative zones. Arcedior handled international sourcing, custom furniture manufacturing, and on-site installation coordination. The brief called for premium materials balanced across formal executive areas and open collaborative spaces. View project
Sankalp Recreation Pvt Ltd – Ahmedabad (Ar. Mrinmoy Chang)
Large-format office furniture and lighting procurement covering reception, waiting areas, meeting rooms, workstations, director's cabin, CMD cabin, secretary cabins, boardroom, cafeteria, VP cabins, general cabins, VIP waiting area, director's cabin lobby, and surveillance room. The project ran against extremely tight deadlines and was completed within six months, including procurement and sourcing management through COVID-era supply chain disruptions and on-site delivery coordination. View project

Infostretch – Pune
Contemporary corporate office in Pune. Minimal style applied from reception through to open workstation areas. Arcedior supplied ceiling lights, lounge chairs, wall sconces, pouf seating, office chairs, accent chairs, a reception desk, and waiting area furniture. Open workspace design is kept for team communication. Completed on time within a cost-effective budget. View project
Request a quote from Arcedior
Share your seat count, BOQ or CAD, city, and target handover date. Arcedior will revert with pricing, a lead time milestone plan, QC checkpoints, and a delivery sequencing approach.
What you get in the first response:
- Structured quote tied to your BOQ, not a per-seat brochure rate
- Lead time milestone plan covering production and delivery stages
- QC checkpoint plan specific to your workstation type
- Delivery sequencing approach for your city and building type
When should you not use a procurement partner for workstations?
This is worth saying directly because not every project needs a structured procurement partner.
If you are fitting out a 20-seat office with a single workstation type and a local vendor who can deliver and install in one trip, that is probably the right call. The coordination overhead of a structured procurement process does not add value at that scale.
A procurement partner earns its cost when the project has:
- More than 100 seats
- Multiple workstation types on the same floor plan
- Multi-floor delivery with phased handovers
- Tight timelines with no room for rework
- A client who needs QC evidence before a final payment milestone
If your project fits more than two of those criteria, the risk of going direct to vendors without a structured handover and QC process is usually higher than the cost of the coordination layer.
Conclusion
Choosing an office workstation manufacturer in India is a procurement decision, not a product purchase. The issues that derail these projects rarely come from poor design. They come from BOQs that were not locked before production, finish approvals that were never formalized, deliveries that arrived without sequencing plans, and QC that was skipped because it felt like an extra step.
The manufacturer who works from your BOQ, runs QC with photo evidence, coordinates delivery by floor and zone, and supports punch-list closure will save you more than the one who quotes the lowest per-seat rate with no clarity on scope, packing, or handover.
Get the spec right upfront. Lock the BOQ before production starts. Plan delivery before the trucks leave the factory. That is the difference between a project that goes live cleanly and one that does not.