E1 vs E0 Formaldehyde Board Standards | Meaning + Checklist

E1 vs E0 Boards Explained: Which One to Choose and How to Verify (No Supplier Guesswork)
That "new furniture smell" after a fitout? It is not just newness. A lot of it is formaldehyde off-gassing from the boards used in cabinets, wardrobes, and casegoods. In enclosed hotel rooms, kids' bedrooms, or sealed cabinetry zones, that smell is not something you want to ignore. And yet, most procurement briefs either skip board emission grades entirely or mention them so vaguely that vendors fill the gap with whatever is cheapest.
Most projects do not fail at design. They fail during material sourcing and verification.
This guide breaks down E1 and E0 board standards in plain language, explains where each grade makes sense, and shows you exactly how to lock the spec in your BOQ so no one swaps the material mid-production.
Quick Answer
What is E1 board standard and what is E0 board standard?
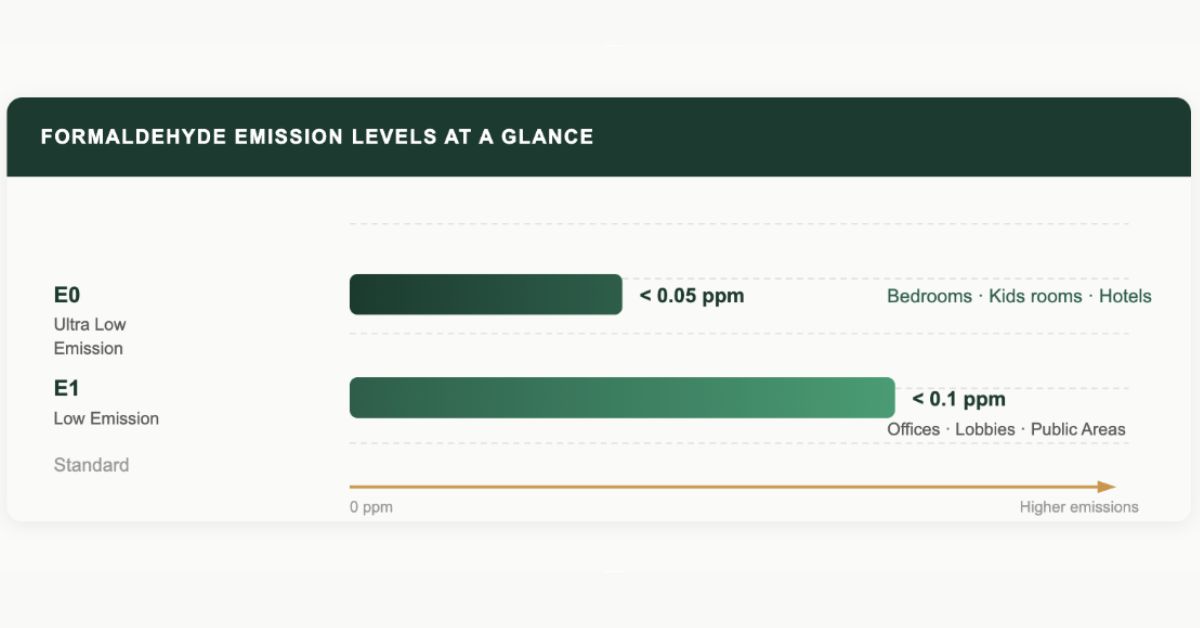
Formaldehyde is a chemical used in adhesives and resins that bond wood fibres together in manufactured boards. All engineered wood products release some level of formaldehyde over time. The emission class tells you how much.
Definition
E0 is the lower-emission class, generally under 0.05 ppm. Both apply to MDF, plywood, and particle board. The lower the class number, the stricter the emission limit.
These classes apply to all the main board types used in furniture manufacturing:
- MDF (Medium Density Fibreboard): Used in flat-pack cabinetry, shutters, profiles
- Plywood: Used in structural furniture parts, shelving, and back panels
- Particle board/chipboard: Used in flat-surface furniture, cost-sensitive casegoods
The grade is not just about health. It is about documentation, traceability, and what happens when your project gets audited or a client complains about a smell.
E1 vs E0 board difference: which is better for interiors?
E1 is not "bad," and E0 is not automatically necessary for every project. The decision depends on where the board is going and how much airflow that space gets.
Factor | E1 | E0 |
Emission limit (approx.) | Up to 0.1 ppm | Up to 0.05 ppm |
Typical use case | Commercial spaces, well-ventilated areas | Bedrooms, enclosed cabinetry, sensitive users |
Cost | Lower | 10–20% higher on average |
Supplier availability | Wide | Narrower, especially in some markets |
Documentation required | Test report + batch traceability | Same, but more carefully verified |
Caption: E1 vs E0 comparison table
When E1 is enough: Open-plan offices, hotel lobbies, public area furniture, restaurant seating, storage rooms. Reasonable ventilation keeps exposure well below concern levels.
When E0 makes more sense: Guestroom wardrobes, bedroom cabinetry, kids' rooms, hospitals, healthcare furniture, or any project where the end client has specifically asked for low-emission materials.
Pro Tip
Which board should you choose: E1 or E0?
- Use E1
for offices, open areas, and well-ventilated public spaces
- Use E0
for bedrooms, wardrobes, and kids' rooms
- Use E0 strictly
for hospitals, healthcare furniture, and all sealed cabinetry in air-conditioned rooms
Where It Matters Most

Hotel guestrooms and resorts: Closed wardrobes, bedside units, and TV consoles in air-conditioned rooms with limited fresh air intake are exactly where emission class matters. If a guest complains about a smell in the first week of opening, the board grade is the first thing you check.
Residential HNI projects: Bedroom wardrobes and kitchen cabinets built from particle board or MDF need clear grade specifications. A project manager who does not lock the board grade in the BOQ often finds out about grade swapping only after the smell is there.
Kids' rooms and study spaces: This is where E0 is worth the premium without debate. Lower emissions, period.
Corporate offices and workstations: E1 is typically fine for open, well-ventilated office environments. Enclosed storage and cabin furniture in HR or medical rooms benefit from E0.
Not sure which grade suits your project rooms?
Share your BOQ or material specs with Arcedior, and the team will highlight exactly where grade swapping can happen and how to fix it before production begins.
How to Specify E1/E0 in Your BOQ So Vendors Cannot Swap
A BOQ line that says "MDF" or even "E1 grade MDF" is not enough. Vendors read gaps as flexibility. Here is how to close every gap before you send the PO.
BOQ line template:
Item: MDF 18mm
Specification: E1 grade / E0 grade [choose one], EN 13986 or equivalent certified
Manufacturer: [approved brand names, e.g., Greenply / Centuryply / Century RDF / Duratuf]
Substitution: No substitution without written approval from PMC/consultant
Documentation required: Mill test report with emission class + batch number + manufacturer declaration
Three rules that prevent swaps:
- Name the approved makes.
A generic spec gives vendors room to source from whoever is cheapest that week. - Require batch traceability.
Ask for the lot number on the invoice to match the test report. - Add a mockup sign-off step.
Before full production, a sample board approval is required. If the board does not carry the grade marking, it should not go into production.
How to check the E1 E0 board certificate before production
Specifying the grade is half the work. Verifying it before production starts is the other half, and most projects skip it entirely.
Ask for these before production begins:
- Mill certificate or test report: Should state the emission class, testing standard (EN 13986, JIS, or equivalent), formaldehyde concentration measured, and the lab name.
- Manufacturer's declaration of conformity: A separate document stating the board meets the specified grade.
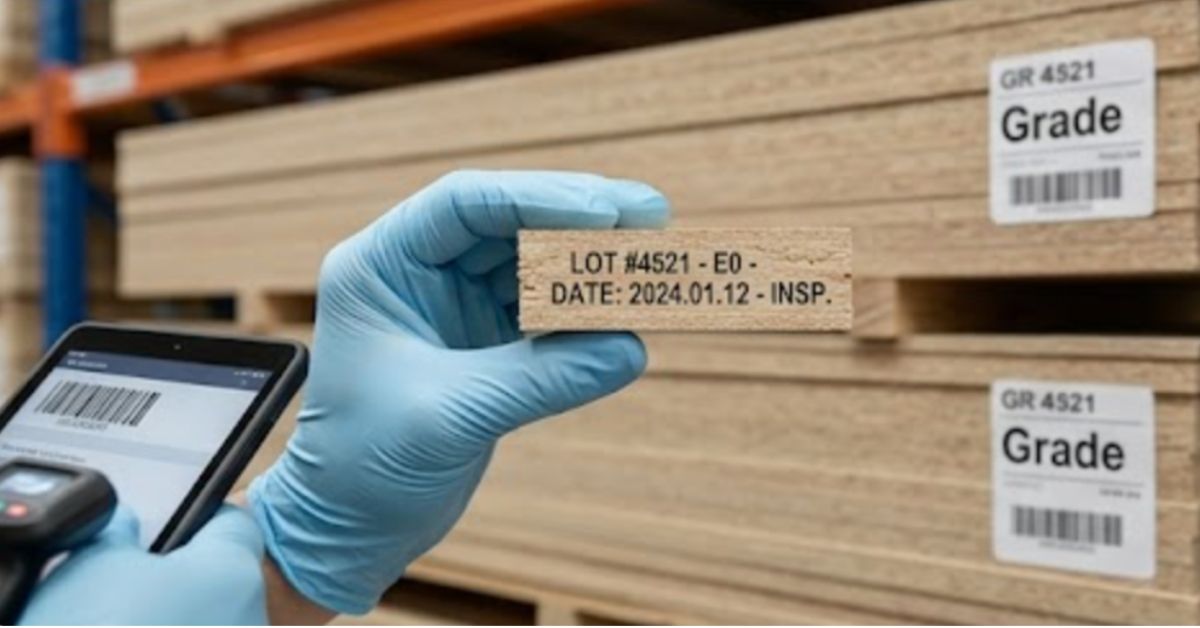
- Invoice + lot number match: The lot number on the delivery invoice should match the test report. This is basic but often missed.
- Board markings: E1/E0 grade boards from reputable mills carry a physical grade stamp or label on the board edge. Check this on incoming material.
What documents are required for E1 E0 board verification?
If a supplier says "We always use E1, trust us," that is not documentation. Ask them to share the last available mill certificate for the board they plan to use. If they cannot do it within 48 hours, treat that as a red flag.
The documentation request is not about distrust. It is about project accountability. When a client or PMC asks for compliance evidence six months later, "the vendor said it was E1" is not an answer.
Document | What to check | When to request |
Mill test report | Emission class, testing standard, ppm reading, lab name | Before PO is raised |
Declaration of conformity | Confirms the board meets the specified grade | Before production starts |
Invoice with lot number | Lot number matches the test report | At delivery |
Board edge marking | Physical grade stamp visible on the board | Incoming material inspection |
Pre-dispatch photo evidence | Stamped boards visible before shipment | Before shipment approval |
Procurement teams working with Arcedior for sourcing and manufacturing coordination include these QC checkpoints as part of the standard pre-dispatch inspection process, with photo documentation shared before shipment approval.
How to avoid the formaldehyde smell in furniture boards
The smell is almost always a sign that the emission class was not locked in the spec or that the board was swapped during production. Three practical steps stop this from happening:
- Specify the board grade in your BOQ with approved brand names and a no-substitution clause
- Request the mill test report before production starts, not after
- Run an incoming material inspection with lot number matching and board marking check before any board goes into production
In enclosed rooms with air conditioning and limited fresh air, even a minor grade downgrade from E0 to E1 can produce a noticeable smell, particularly in the first few weeks after installation. The fix is upstream, not downstream.
GEO Notes: India and UAE/Saudi Arabia
India: Multi-vendor sourcing and grade swap prevention
Indian furniture manufacturing is done across multiple vendor tiers. Tier 1 manufacturers typically have mill-sourcing discipline. Tier 2 and below often source boards from local distributors without full traceability. When procurement teams work with 3–5 vendors across a hotel fitout, board-grade consistency across vendors becomes a real problem.
Practical step: In your vendor briefing, require that all vendors submit their planned board source (brand, grade, supplier) before PO release. Add a line in the PO that non-compliant material leads to a return at vendor cost. Multi-vendor sourcing risk, local distributor sourcing, and lack of traceability are the three most common failure points in India-based hotel fitouts.
Many commercial projects in India request E1 or E0 grade with supporting test reports as part of project QA. Confirm the specific requirement with your consultant or PMC, as project-level compliance standards can vary.
UAE / Saudi Arabia: Documentation discipline for import and project QA
Projects in the UAE and Saudi Arabia face documentation requirements at both import clearance and project QA stages. A board grade claim without a test report can cause delays at customs or rejection during client handover inspection.
Before shipment, ask the manufacturer to share: mill test report, certificate of conformity, packing list with lot numbers, and product data sheet. These documents matter for import clearance documentation, project QA audits, and avoiding handover inspection risks that frequently arise during project closeout in these markets.
Many commercial and hospitality projects in these markets now require E1 minimum as part of the project specification brief. Confirm project-specific requirements with the PMC or consultant before finalising the board spec.
Conclusion: The Grade Is Only as Good as Your Spec and Verification
Choosing between E1 and E0 is actually the easy part. Match the grade to the room type, check the cost difference, and confirm the supplier can source it. Done. The harder part is making sure that the decision survives the procurement process intact.
Most grade-swapping does not happen because vendors are being dishonest. It happens because the spec was loose, the BOQ did not name a brand, and no one asked for a test report before the PO was raised. Every gap in documentation is a decision a vendor makes for you.
Lock the grade in the BOQ. Name the approved makes. Ask for the mill certificate before production starts. Check the lot number on the invoice. Sign off on a physical sample. Run the incoming inspection. Build the pre-dispatch evidence pack.
That is the whole process. It is not complicated. It is just rarely followed completely.
Working on a hotel fitout or residential project?
Arcedior supports project teams on sourcing, manufacturing coordination, and pre-dispatch QC, including board grade verification and documentation before anything ships. Share your BOQ or material specs, and the team will flag specification gaps, suggest board grades per room type, and confirm verification steps for your delivery location.