Hospitality Furniture Quality Control Checklist | Pre-Dispatch QC

Hospitality Furniture Quality Control Checklist: How QC Is Done for Custom Furniture
The 5-Stage QC Process for Hospitality Furniture
Quick Answer: How is quality control done for custom furniture in hospitality projects?
Quality control for custom hospitality furniture works as a five-stage system: verify materials and the approved sample before production, run in-process checks during manufacturing, complete a signed pre-dispatch inspection with photo evidence, then validate export packaging and loading. This prevents finish mismatches, hardware failures, and transit damage before furniture reaches your site.
This guide explains exactly how quality control is done for custom hospitality furniture, what checks happen at each stage, what evidence to demand, and how QC connects to packing, shipping, and snag closure.
Share your BOQ, specs, and location – we reply with QC checkpoints, packaging standard, and delivery sequencing approach.
Why Does Hospitality Furniture Fail After Sample Approval?
Hospitality furniture most often fails after sample approval because the sample was never formally locked as a benchmark, and in-process QC was skipped. The result: finish variation, dimension drift, and hardware issues are buried under a finish coat and only discovered on site.
When defects show up on site, the question is rarely "was there QC?" The real question is: "At which stage did it break down?" Here are the six most common root causes seen across global hospitality FF&E projects.
- Sample Not Locked
- No Written Tolerances
- Material Substitutions
- No In-Process QC
- Packaging Ignored
- No Evidence Pack
No photos, videos, or measurement sheets means no accountability. Disputes after delivery have no reference point to resolve from.
The approved sample was never formally signed off on and stored as a benchmark. Production teams revert to generic factory standards.
Without written tolerances, there is no objective pass/fail. "Close enough" becomes the default, and defects slip through.
Last-minute changes to wood grade, laminate brand, or fabric type happen without notification. Looks the same; fails sooner.
Factories only show you the finished product. Problems in joinery, dimensions, or hardware are buried under paint by then.
Furniture passes final inspection and gets damaged in transit. No corner guards, no moisture barrier, no void fill for sea freight.

Common Failure Examples
- Veneer lift – moisture barrier omitted from sea freight cartons; humidity during transit caused delamination in multiple casegoods on arrival.
- Drawer runner rattle – incorrect screw length used during assembly; not caught because in-process QC was skipped before the finish coat was applied.
- Shade mismatch across rooms – laminate sourced from two different production lots without notification; variation only visible under natural light on site.
What Are the Five QC Stages for Custom Hospitality Furniture?
The five QC stages are: pre-production (lock the benchmark), in-process (check before finish coat), pre-dispatch / PSI (last gate before shipping), packing and loading (transit damage prevention), and arrival with snag closure. Each stage has defined checkpoints, documented outputs, and a responsible party.
Best practice hospitality furniture QC follows five stages. Each stage has defined checkpoints, responsible parties, and documented outputs. Skipping any stage increases the probability of defects arriving on site.
Stage | When | Key Checks | Document Output | Risk if Skipped |
1. Pre-Production | Before any cut or finish | Material grade, finish spec, hardware brand, and sample locked as benchmark | Pre-production sign-off + material photos | Wrong batch; irreversible variation across all rooms |
2. In-Process | Mid-production, before finish coat | Dimensions ±2mm, joinery, edge banding, corner joints, hardware fitment | Measurement sheets + defect log | Defects sealed under finish; rework cost is dramatically higher |
3. Pre-Dispatch (PSI) | After production, before packing | Finish vs sample (two light sources), hardware test, wobble check, surface scan, seam alignment | Signed PSI report + photos per SKU | Defective goods shipped; site rejection + project delay |
4. Packing + Loading | At the factory during packing | Corner guards, foam fit, moisture barrier, room-zone labels, and container condition | Packing photos + loading plan + manifest | Transit damage: dents, moisture, scratches on delivery |
5. Arrival + Snag | On-site after delivery | Piece count vs manifest, transit vs manufacturing defect split, room-wise snag list | Site inspection report + snag closure log | Unresolved defects delay the handover and opening date |
Stage 1: Pre-Production: Lock the Benchmark First
Label, photograph under two light sources, and retain the approved sample at the factory before production starts. Verify wood grade, laminate lot, hardware brand, and finish spec all match what was approved. Any unnotified substitution creates irreversible batch variation across all rooms.

Stage 2: In-Process QC: Fix It Before Finish Coat
Check dimensions to ±2mm tolerance for all casegoods and inspect joinery, edge banding, and hardware fitment before the finish is applied. Defects caught before the finish coat is applied are significantly cheaper to fix than post-finish rework. This stage requires either a site inspector or a procurement partner with factory access.
Stage 3: Pre-Dispatch Inspection (PSI): Last Gate Before Shipping
Check every piece against the locked sample under natural and artificial lighting to catch shade or sheen variation. Test hardware under functional load. Complete wobble, surface scan, and seam alignment checks.
Sampling method: 100% inspection for high-risk SKUs; AQL sampling for repeat items – define the level in the purchase order, not on inspection day.
Nothing ships without a signed pass/fail PSI report with photos per SKU.
Stage 4: Packing QC: Damage Happens at the Factory, Not on the Ship
Most transit damage comes from inadequate factory packing. Corner guards, foam fit, moisture barrier with desiccants for sea freight, void fill, and room-wise zone labeling are non-negotiable. Document container condition with video before loading begins.
Stage 5 · Arrival and Snag Closure: The Punch List Is Not Optional
Even with a thorough QC process, a snag list will exist after delivery. The process for snag and punch list closure for furniture must be agreed upon before the order is placed, including who is responsible for replacements, the lead time for spares, and how transit damage is documented and claimed. Room-wise labeling from Stage 4 makes this significantly faster because items can be cross-checked against the delivery manifest without opening every carton on site.
What Should a Furniture QC Evidence Pack Include

A QC evidence pack must include finish photos from six angles under two light sources, hardware test videos, a signed measurement sheet with actual vs spec dimensions, packing photos, a surface inspection report, and a signed dispatch authorisation. Without these, disputes after delivery cannot be resolved objectively.
A QC report without photos and measurements is not a QC report. It is a piece of paper. The furniture QC report format with photos must be structured as a non-negotiable deliverable from your supplier or inspection partner before dispatch is authorized.
- Finish Photos (6 angles)
- Hardware Test Video
- Measurement Sheet
- Packing Photos
- Surface Inspection Report
- Signed QC Sign-Off
Top, front, both sides, and both ends. Shot under daylight AND artificial light. Compared side-by-side to the approved sample.
30-second clip showing drawer runners, hinges, and sliders under load. Must demonstrate smooth travel and no rattle.
Actual vs spec dimensions for all casegoods, per SKU. Tolerances of ±2mm must be documented and signed.
Corner protection, foam fit, moisture barrier, and room-zone labeling. Pre-loading container condition shot included.
Written scan noting any scratch, dent, or polish mark. Pass items cleared; fail items flagged with replacement action noted.
Inspector signature with date, factory batch number, and shipping authorization. No signature, no dispatch.
Pre-Dispatch QC Checklist: Pass / Fail Per Check
Check | What to Test | Standard / Tolerance | Result |
Finish vs Locked Sample | Shade, texture, sheen under daylight + artificial light | No visible variation from the benchmark sample | PASS/FAIL |
Dimensions (Casegoods) | Length, width, height, and diagonal squareness | Within ±2mm of approved spec drawings | PASS/FAIL |
Hardware Function | Hinges, drawer runners, sliders under functional load | Smooth travel, closes flush, no rattle, ±1mm alignment | PASS/FAIL |
Surface Inspection | Scratches, dents, polish marks, and edge banding gaps | Zero visible defects at 1m under standard lighting | PASS/FAIL |
Stability / Wobble | Flat surface wobble; shelf load deflection | No movement; deflection max 2mm under rated load | PASS/FAIL |
Upholstery (if applicable) | Seam alignment, rub points, fabric pull, pattern match | Seams straight, no puckering, pattern aligned at joins | PASS/FAIL |
Glass / Stone Tops | Edge polish, chip, and crack scan | Zero chips; polish consistent; individually wrapped | PASS/FAIL |
Quantity vs BOQ | Piece count vs purchase order + packing list | 100% count match, zero shortfall | PASS/FAIL |
Material Certification | Wood grade, laminate lot, fabric dye-lot documents | All match pre-production sign-off records | PASS/FAIL |
AQL Note

Share your BOQ, specs, and location for a customised QC and packaging approach.
What Packaging Checks Prevent Transit Damage to Hospitality Furniture?
Preventing transit damage requires corner guards, surface wrap, a moisture barrier with desiccants (sea freight), void fill, room-wise labeling, palletisation with strapping, and shock-watch indicators on high-value pieces. These checks must be completed at the factory before the container is sealed.
Transit damage does not happen on the ship. It happens because of inadequate packing done in a rush at the factory. Below is the minimum standard for export packaging QC for hospitality furniture on sea freight.
Packaging Element | Domestic Standard | Export / Sea Freight Add-on | Transit Risk if Skipped |
Corner Guards | L-profile foam on all exposed corners | Double-layered for high-value casegoods | Corner dents, veneer chip on delivery |
Surface Wrap | Stretch film or felt on finished surfaces | Stretch film + kraft paper layer for humidity | Scratches and polish marks on delivery |
Moisture Barrier | Polyethylene bag inside carton | Silica gel desiccants (mandatory) per carton | Veneer lift, swelling, and finish bubbling |
Void Fill | Kraft paper or foam peanuts | Rigid dividers for glass/stone tops | Internal movement, edge chip, crack |
Carton Grade | Minimum 5-ply corrugated | Wooden crate or pallet wrap for LCL / FCL | Carton collapse, crush damage |
Labeling | SKU, item name, quantity | Room number, floor, installation sequence code | Double-handling on-site, lost items, and delay |
Palletization | Heavy items bottom-stacked; weight limits noted | Strapping bands + edge boards on all pallets | Pallet tip-over, crush on lower pieces |
Shock-Watch | Optional for standard items | Mandatory for high-value or glass/stone pieces | No transit evidence for damage claims |
Moisture / Acclimatisation | Not typically specified | Define acceptable moisture content range for wood in export specs | Warping, swelling, and joint failure after delivery |
What Should You Write in the PO So QC Is Enforceable?
QC is only as strong as what is written into the purchase order. If it is not in the PO, it is not enforceable. The six clauses below can be copied directly into any custom hospitality furniture PO.
- TOLERANCES
- FINISH BENCHMARK
- EVIDENCE PACK (MANDATORY BEFORE DISPATCH)
- PSI CLEARANCE
- EXPORT PACKAGING STANDARD
- SNAG SLA + SPARES
All casegoods: ±2mm on primary dimensions (L/W/H).
Hardware alignment: ±1mm. Surface warping: max 1.5mm over 1 metre.
Approved sample signed, photographed, and physically retained at the factory before any production commences. Buyer holds the right to reject any piece deviating visibly from the retained sample under dual lighting.
Supplier must deliver: PSI report with photos per SKU (6 angles, 2 light sources), signed measurement sheets, hardware test videos, packing photos, and surface defect log. No dispatch without receipt.
No container sealed or loaded without written PSI clearance from buyer or buyer's appointed procurement/QC partner.
Moisture barrier (PE bag + silica gel desiccants), corner guards, surface wrap, void fill, room-wise zone labeling, and palletisation with strapping. Full packing spec appended as Exhibit [X].
Replacement lead time for manufacturing defects: [X] days.
Transit damage claims must be filed within 48 hours of delivery.
Spares plan for high-risk SKUs (glass tops, veneer panels, upholstered seats) pre-agreed at order placement.
How Does QC Connect to Logistics, Delivery Sequencing, and Installation?
QC directly determines how efficiently furniture is delivered and installed. Room-wise labeling from Stage 4 eliminates lobby sorting; a snag closure plan agreed at Stage 3 ensures transit and manufacturing defects are separated on arrival and resolved with clear accountability.
QC does not end when the container leaves the factory. A well-run hospitality furniture QC process connects directly to how the furniture is labeled, shipped, sequenced for delivery, and installed on site. This connection is where most procurement teams leave significant value on the table.
Room-wise and floor-wise labeling done during packing QC (Stage 4) means on-site teams can direct cartons to the correct floor immediately on arrival, without opening, re-sorting, or double-handling everything in a lobby. Each extra handling event is a new opportunity for surface damage. Reduced site handling is a direct output of thorough packing QC.
When the snag list and punch list closure for furniture is built into the QC workflow from the start, defects discovered on arrival are documented against the PSI report (Stage 3) and packaging photos (Stage 4). This creates a clear accountability chain: transit damage is separated from manufacturing defects, and the responsibility for replacement cost falls on the right party. A spares plan agreed at the pre-dispatch stage means replacements for the highest-risk items, glass tops, veneer panels, and upholstered chair seats, are already in motion before the main shipment arrives.
How Are Defects Handled After Furniture Delivery? Snag Closure Workflow
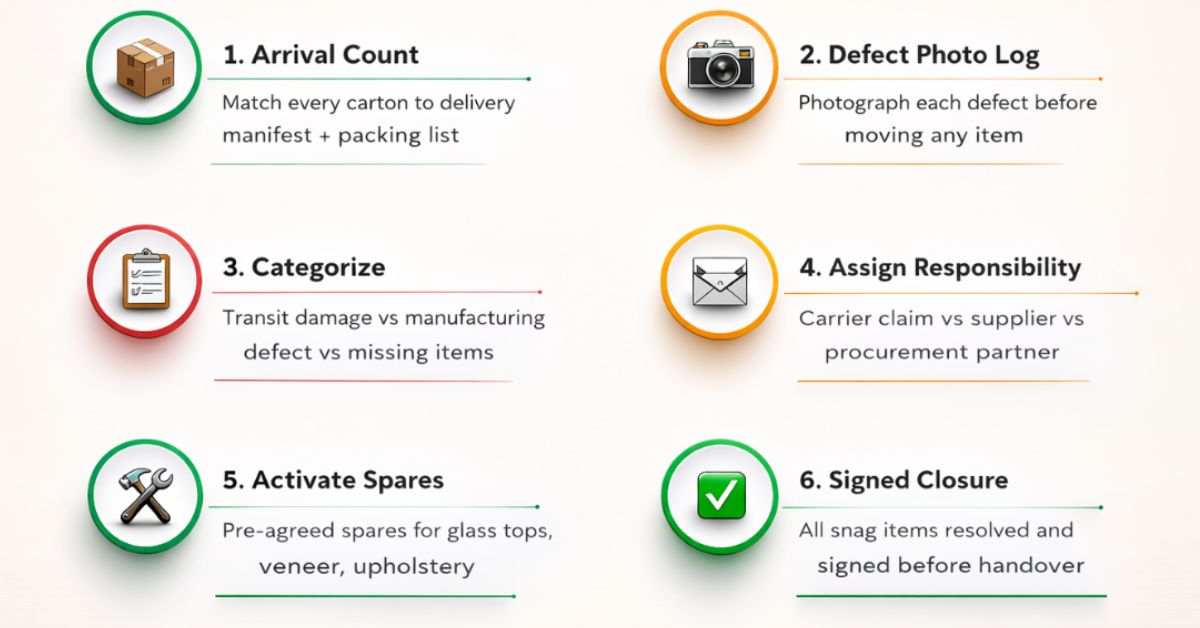
On arrival, photograph all defects before moving any piece, cross-reference against the PSI report, categorise as transit or manufacturing defect, and log into a pre-agreed snag closure workflow. Snag SLA terms must be written into the purchase contract before the order is placed.
The snag closure process must be agreed upon before the order is placed, not improvised on-site. This six-step workflow keeps responsibility clear and handover on schedule.
Arcedior's approach: As a global procurement and QC coordination partner, Arcedior manages Stage 1 through Stage 5 for custom and contract hospitality furniture across projects in GCC, India, Southeast Asia, and Europe. We connect your BOQ directly to vetted factories, run in-process and pre-dispatch inspections, manage export packaging standards, and coordinate delivery sequencing with your site team. We do not do design or turnkey. We execute your specifications.
Share your BOQ, specs, and location. We reply with QC checkpoints, an evidence pack template, a packaging standard, and a delivery sequencing approach for your project.
Conclusion
Quality control for custom hospitality furniture is not a checklist you run at the end. It is a system you design before production begins. The five-stage framework above eliminates the most common failure modes: material substitution, finish variation, hardware failure, transit damage, and unresolved defects at handover. The evidence pack keeps every party accountable. The snag closure workflow means opening day does not depend on luck.
Arcedior manages global sourcing, procurement, QC, export packaging, logistics, and installation coordination for hospitality and HNI furniture projects across GCC, India, Southeast Asia, and international markets. Not design. Not turnkey. We execute your specifications at the right quality, on time, with documented evidence at every stage.
FAQs
How is quality control done for custom furniture in hospitality projects?
QC runs as a five-stage system: pre-production sample lock, in-process dimension checks, a signed pre-dispatch inspection (PSI) with photo evidence, packaging and loading QC, and on-site arrival with snag list closure. Each stage has defined checkpoints, tolerances, and documented sign-offs.
- Demand a signed PSI report with photos before authorizing any dispatch
- Define ±2mm tolerances for casegoods in writing on the purchase order
- Require room-wise labeling on all cartons at the packing stage
Why does furniture quality fail after sample approval?
The approved sample is rarely locked as a formal benchmark, tolerances are not written down, and in-process QC is skipped. Factories produce samples carefully; bulk orders run under pressure, creating undetected variation in finish, dimension, and hardware across the full batch.
- Lock and label the approved sample physically at the factory before production begins
- Schedule at least one in-process inspector visit during manufacturing
- Require a material verification step before any cutting or finishing starts
What is pre-shipment inspection (PSI) for furniture?
Pre-shipment inspection (PSI) is a structured check at the factory after production and before packaging. It covers finish matching to the locked sample, dimension tolerance verification, hardware functional testing, surface defect scanning, stability tests, and a signed pass/fail document with photos per SKU.
- PSI must be conducted by a third-party inspector or your procurement partner's QC team
- Report must include photos from at least six angles per furniture type
- No dispatch is authorized until the signed PSI report is received and reviewed
What tolerances are acceptable for hotel casegoods?
Standard tolerance for hotel casegoods is plus or minus 2mm on all primary dimensions. Hardware alignment must be within plus or minus 1mm. Surface warping should not exceed 1.5mm over one meter. These specs must be written into the purchase order, not agreed verbally.
- For 50-plus identical pieces, apply AQL Level II sampling per ISO 2859
- Glass and stone tops require zero chips and consistent edge polish
- Veneer and laminate shade must come from the same material lot for consistency
Should I use third-party QC inspection for hotel furniture?
Yes. Third-party QC inspection is essential when manufacturing is remote, cross-border, or through an unfamiliar factory. A third-party inspector removes the conflict of interest that exists when factories self-certify. One inspection costs far less than one site rectification trip after a failed delivery.
- Use third-party QC at Stage 2 and Stage 3 for all new factory relationships
- Ensure the inspector has furniture-specific, not just generic product inspection, experience
- A procurement partner with dedicated QC staff can replace third-party for established factories
What packaging checks prevent transit damage to hospitality furniture?
Preventing transit damage requires corner guards, surface wrap, moisture barrier with desiccants for sea freight, void fill, room-wise carton labeling, palletization with strapping, and handling marks on all carton faces. Packaging QC must happen before the container is sealed, not after loading is done.
- Moisture barrier packaging for sea freight: PE bag inside carton plus silica gel desiccants
- Glass and stone tops need individual wrapping plus rigid internal dividers
- Shock-watch indicators on high-value pieces provide transit evidence for damage claims
How do I handle snagging and replacements after furniture delivery?
On arrival, check every piece against the PSI report and delivery manifest. Photograph all defects before moving any item. Categorize as transit damage or a manufacturing defect. Log into a site snag list and activate the pre-agreed spares plan. Close each snag item with a signed handover confirmation.
- Snag closure SLA must be written into the purchase contract before placing the order
- Room-wise labeling from Stage 4 makes on-site snag cross-referencing significantly faster
- Document transit damage within 48 hours for carrier claims to be valid
How does QC change for international furniture export projects?
Export furniture QC requires a 7 to 10 day buffer after production for inspection and rectification, stricter packaging with moisture barriers and higher-grade cartons, and additional documentation including customs classification and destination-country compliance certificates.
- Build a 10-day QC and rectification buffer into all international furniture lead time plans
- Confirm customs classification and import documentation at the sourcing stage, not at shipment
- Demand a pre-loading container condition video before goods are sealed